铁路车辆配件焊接轨道的重要性分析
铁路车辆配件焊接轨道的重要性分析:
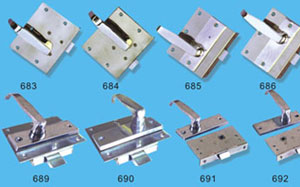
每焊接一个铁路车辆配件焊接轨道的钢轨接头,需要电焊工和清洁工共两个人配合进行,气焊工只在预热与回火时才进入现场工作。施焊的好坏和清渣是否干净是影响钢轨接头焊接质量的决定因素。焊接钢轨接头的顺序是由下而上,先轨底后轨腰、轨头,然后修补周围。焊接轨底时用的赤铜垫板和焊接轨腰、轨头时用的赤铜板与赤铜托板。赤铜夹板和赤铜托板的宽度为80mm,厚度为10mm左右,其弯曲形状应与钢轨外形相吻合。
每个铁路车辆配件焊接轨道的钢轨接头焊接工作应连续进行,以使钢轨端头保持有较高的温度。如因故中途长时间停焊时,在再次焊接前须重新进行预热。钢轨接头不宜在低温环境内进行焊接工作,如在冬季施工时,应采取措施使钢轨接头在施焊与热处理过程中,避免急剧冷却现象。
河北金龙达铁路车辆配件有限公司为您定制生产各种型号铁路车辆配件产品,原厂直销规格齐全,质量可靠应用广泛,网站在线咨询http://www.bttlpj.com,热线18232888871。